|
|
||||
| No | 形状 | 材質・大きさ・精度 | 納入実績 | 工程 |
|---|---|---|---|---|
03 |
 |
S45C 10 × 10 × 0 φ10k6、φ8n6 |
1個/LOT 0.5偏心のピン |
外注加工 受入 出荷検査 |
04 |
 |
S45C 12 × 40 × 0 φ12-0.1 |
1個/LOT | 外注加工 受入 出荷検査 |
02 |
 |
S55C 10 × 20 × 65 0.01 |
300個/LOT | 自給材料受入 加工(立型MC) 真空焼入+硬度検査 平面研磨 出荷検査 |
05 |
 |
SS400 60 × 60 × 50 ±0.1 |
1個/LOT | 自給材料受入 加工(立型MC) 出荷検査 |
01 |
 |
SS400 22 × 100 × 100 0.02 |
50個/LOT | 自給材料受入 加工(立型MC) 出荷検査 |
08 |
 |
S50C 15 × 30 × 300 穴ピッチ±0.02 |
10個/LOT | 自給材料受入 加工(横型MC) 無電解Niメッキ 出荷検査 |
21 |
 |
S45C 65 × 75 × 280 組付後±0.005 |
社内で加工できない旋盤品、板金加工品は協力工場より調達し 黒染などの表面処理後、市販品を購入し組付をおこないます。 部品点数25種類 1台/LOT |
自給材料受入 加工(立型MC) 加工(研磨) 加工(立型MC) 加工(横型MC) 三次元測定 組立 出荷検査 |
10 |
 |
S45C 25 × 20 × 470 穴ピッチ±0.2 |
30個/LOT | 自給材料受入 加工(立型MC) 高周波焼入+硬度検査+歪抜 平面研磨 硬質クロムメッキ 出荷検査 |
06 |
 |
SS400 150 × 170 × 300 穴ピッチ±0.05 |
10個/LOT 強度重要部品 |
自給材料受入 加工(横型MC) 出荷検査 |
26 |
 |
SS400 600 × 450 × 1100 組付後±0.2 |
社内で加工できない旋盤品、板金加工品は協力工場より調達し 塗装などの表面処理後、組付をおこないます。 部品点数80種類 50台/LOT |
自給材料受入 加工(立型MC他) 各種表面処理 組立 出荷検査 |
16 |
 |
SS400 12 × 830 × 1430 一般 |
協力工場にてプレナー加工をおこないます。 1個/LOT |
自給材料受入 加工(プレナー) 加工(立型MC) 平面研磨 出荷検査 |
15 |
 |
SS400 840 × 440 × 1400 穴ピッチ±0.1 |
製缶は協力工場より調達します。 20個/月 |
自給材料受入 加工(五面加工機) 出荷検査 |
41 |
 |
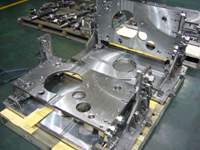
SS400 696 × 1333 × 1457 //0.03 ⊥0.03 穴ピッチ±0.02 |
5個/LOT | 支給材料受入 加工(五面加工機) 出荷検査 |
32 |
 |
SS400 600 × 1200 × 1700 一般 |
社内で加工できないワイヤーカット品、板金加工品は協力工場より調達し 塗装などの表面処理後、組付をおこないます。 部品点数60種類 納入実績1台/LOT |
自給材料受入 加工(立型MC他) 各種表面処理 組立 出荷検査 |
17 |
 |
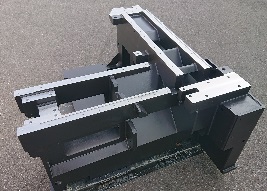
SS400 1300 × 370 × 1900 平面度0.1/1000 ⊥0.1 穴ピッチ±0.05 |
製缶は協力工場より調達します。 加工後にピン、ブロック、アンカーボルト等の組付けを行います。 20~60台/月 |
自給材料受入 加工(五面加工機) 組付 出荷検査 |
42 |
 |
SS400 505 × 1585 × 3916 //0.03 ⊥0.03 穴ピッチ±0.02 |
3個/LOT | 支給材料受入 加工(五面加工機) 出荷検査 |

株式会社 英幸